

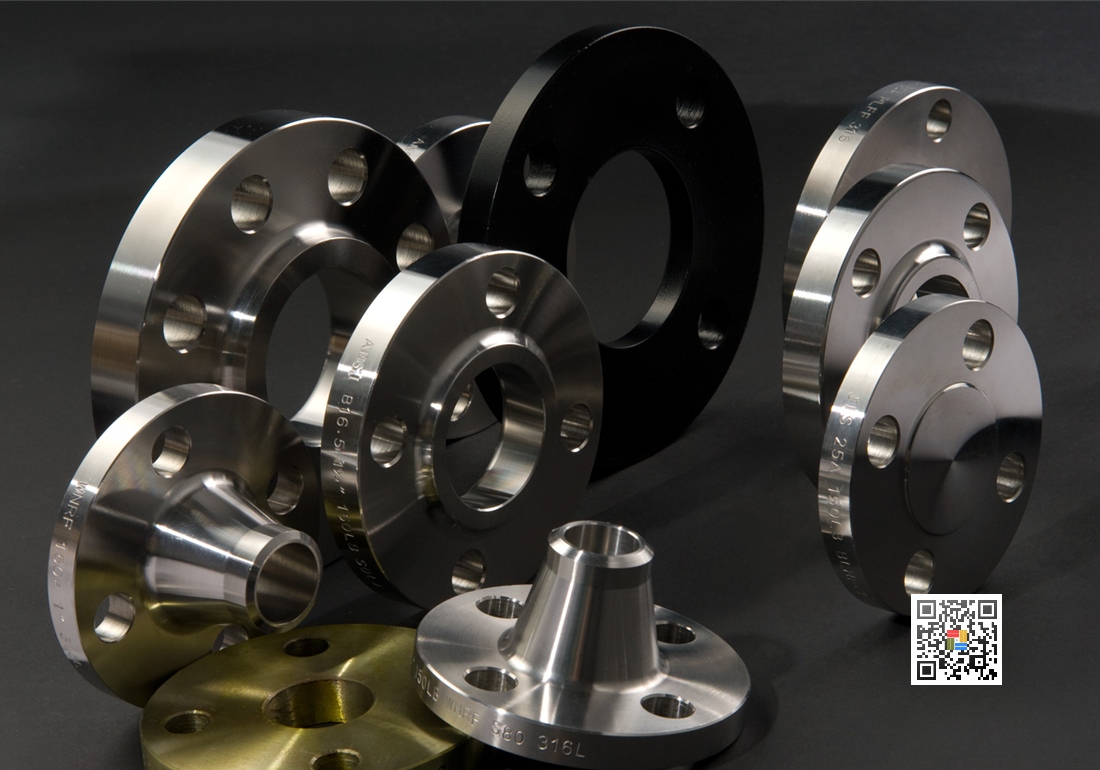
Mặt bích là gì

Mặt bích là một phương pháp kết nối các đường ống, van, máy bơm và các thiết bị khác để tạo thành một hệ thống đường ống. Nó cũng cung cấp khả năng truy cập dễ dàng để làm sạch, kiểm tra hoặc sửa đổi. Mặt bích thường được hàn hoặc bắt vít. Các mối nối mặt bích được thực hiện bằng cách bắt vít hai mặt bích với nhau bằng một miếng đệm giữa chúng để tạo ra một vòng đệm.
Mặt bích là một phương pháp kết nối các đường ống, van, máy bơm và các thiết bị khác để tạo thành một hệ thống đường ống. Nó cũng cung cấp khả năng truy cập dễ dàng để làm sạch, kiểm tra hoặc sửa đổi.
Mặt bích thường được hàn hoặc bắt vít. Các mối nối mặt bích được thực hiện bằng cách bắt vít hai mặt bích với nhau bằng một miếng đệm giữa chúng để tạo ra một vòng đệm.

SAIGON KINHBAC (SKB). Chúng tôi cung cấp các sản phẩm phục vụ cho ngành công nghiệp. Thép công nghiệp, Ống Thép, Mặt bích thép, Phụ kiện đường ống, Ống nhựa & Phụ kiện, Van công nghiêp, Các loại khác…
Liên hệ báo giá sản phẩm hoặc thông tin thêm. Quý khách vui lòng liên hệ với chúng tôi theo điện thoại: (028) 66567569 - (028) 66569779 - (028) 66601010 - Mobile: 0987 672788 - 0962 168112. Email: info@skb.vn hoặc contact@skb.com.vn. Chúng tôi luôn sẵn lòng.
Các loại mặt bích khác nhau được sử dụng làm bề mặt tiếp xúc để đặt vật liệu đệm làm kín. ASME B16.5 và B16.47 xác định các loại mặt bích khác nhau, bao gồm mặt nâng lên, mặt nam và mặt nữ lớn có kích thước giống hệt nhau để cung cấp diện tích tiếp xúc tương đối lớn.
Các mặt bích khác được đề cập trong các tiêu chuẩn này bao gồm mặt lưỡi và rãnh lớn và nhỏ mặt khớp vòng dành riêng cho miếng đệm kim loại kiểu khớp vòng.
ASME B16.5 và ASME B16.47 đề cập đến một vài loại mặt bích khác nhau:

Mặt bích phẳng - Flat face flange (FF)
Mặt bích nâng lên - Raised face flange (RF)
Mặt bích khớp vòng - Ring joint flange (RTJ)
Mặt bích khớp nối - Lap joint flange
Mặt bích nam và nữ - Male and female flange (M&F)

Mặt bích nâng lên - Raised face flange (RF)
Mặt bích Mặt nâng là loại phổ biến nhất được sử dụng trong các ứng dụng của nhà máy chế biến và dễ dàng xác định. Nó được gọi là mặt nhô lên vì các bề mặt miếng đệm được nâng lên trên mặt vòng tròn bắt vít. Loại mặt này cho phép sử dụng kết hợp nhiều thiết kế miếng đệm, bao gồm các loại tấm vòng phẳng và vật liệu tổng hợp kim loại như loại quấn xoắn ốc và loại có áo khoác kép.
Mục đích của mặt bích RF là tập trung nhiều áp lực hơn vào diện tích miếng đệm nhỏ hơn và do đó tăng khả năng ngăn chặn áp suất của mối nối.
Đường kính và chiều cao được xác định trong ASME B16.5, theo cấp áp suất và đường kính. Đánh giá áp suất của mặt bích xác định chiều cao của mặt nâng.
Độ hoàn thiện mặt bích điển hình cho mặt bích ASME B16.5 RF là 125 đến 250 µ in Ra (3 đến 6 µ m Ra).

Đối với các thước đo chiều cao H và B của tất cả các kích thước được mô tả của mặt bích trên trang web này, ngoại trừ mặt bích khớp nối, điều quan trọng là phải hiểu và ghi nhớ những điều sau:
Trong các cấp áp suất 150 và 300, chiều cao của mặt nâng xấp xỉ 1,6 mm (1/16 inch).
Trong các cấp áp suất 400, 600, 900, 1500 và 2500, chiều cao của mặt nâng là khoảng 6,4 mm (1/4 inch).
Mặt phẳng - Flat face flange (FF)

Mặt bích Mặt phẳng có bề mặt miếng đệm nằm trong cùng một mặt phẳng với mặt vòng tròn bắt vít. Các ứng dụng sử dụng mặt bích phẳng thường là những ứng dụng trong đó mặt bích phối ghép hoặc phụ kiện mặt bích được làm từ vật liệu đúc.
Mặt bích phẳng không bao giờ được bắt vít vào mặt bích mặt nhô lên. ASME B31.1 nói rằng khi kết nối mặt bích bằng gang mặt phẳng với mặt bích bằng thép cacbon, mặt nhô lên trên mặt bích bằng thép cacbon phải được loại bỏ và cần phải có một miếng đệm đầy đủ mặt. Điều này là để giữ cho mặt bích bằng gang mỏng và hơi nhỏ không bị bung ra vào khoảng trống do mặt nhô lên của mặt bích bằng thép cacbon.
Khớp kiểu vòng - Ring joint flange (RTJ)
Mặt bích khớp loại vòng thường được sử dụng trong các dịch vụ áp suất cao (loại 600 trở lên) hoặc nhiệt độ cao trên 800 ° F (427 ° C).
Chúng có các rãnh được cắt trên khuôn mặt của chúng mà vòng đệm bằng thép. Các mặt bích làm kín khi bu lông được siết chặt sẽ nén miếng đệm giữa các mặt bích vào trong các rãnh, làm biến dạng (hoặc Coining) miếng đệm để tiếp xúc mật thiết bên trong các rãnh, tạo ra kim loại để làm kín kim loại.
Mặt bích RTJ làm kín bằng vòng đệm, các mặt nhô lên của mặt bích được kết nối và được siết chặt có thể tiếp xúc với nhau. Mặt bích RTJ có thể được sử dụng bịt kín bằng các miếng đệm RTJ có kiểu dáng khác nhau (R, RX, BX) và cấu hình (ví dụ: bát giác / hình bầu dục cho kiểu R).
Miếng đệm RTJ phổ biến nhất là kiểu R với phần hình bát giác, vì nó đảm bảo một con dấu rất mạnh.
Lưỡi và rãnh - Male and female flange (T&G)

Mặt Lưỡi và Mặt rãnh của mặt bích này phải khớp với nhau. Một mặt bích có một vòng nhô lên (Lưỡi) được gia công trên mặt bích trong khi mặt bích phối ghép có một chỗ lõm phù hợp (Rãnh) được gia công vào mặt của nó.
Mặt lưỡi và rãnh được tiêu chuẩn hóa ở cả loại lớn và nhỏ. Chúng khác với nam và nữ ở chỗ đường kính bên trong của lưỡi và rãnh không kéo dài vào đế mặt bích, do đó giữ lại miếng đệm trên đường kính bên trong và bên ngoài của nó. Chúng thường được tìm thấy trên nắp máy bơm và Bonnets van.
Các mối nối lưỡi và rãnh cũng có một ưu điểm là chúng có khả năng tự căn chỉnh và hoạt động như một ổ chứa chất kết dính. Mối ghép vành khăn giữ cho trục tải thẳng hàng với mối nối và không yêu cầu một hoạt động gia công lớn.
Lap joint flange

Một mặt bích khớp lap có một mặt phẳng, không được sử dụng để niêm phong các mặt bích mà chỉ đơn giản là lưu trữ mặt sau của một đầu còn sơ khai. Bề mặt niêm phong thực sự nằm ở đầu cuống và có thể là mặt phẳng hoặc mặt nhô lên.
FLANGE FACE FINISH
Để đảm bảo rằng một mặt bích giao phối với miếng đệm và mặt bích đồng hành một cách hoàn hảo, cần có một số độ nhám trên diện tích bề mặt mặt bích (chỉ hoàn thiện mặt bích RF và FF). Kiểu gồ ghề trên bề mặt mặt bích xác định loại mặt bích kết thúc của mặt bích.

Mã ASME B16.5 yêu cầu mặt bích (mặt nâng và mặt phẳng) phải có độ nhám cụ thể để đảm bảo rằng bề mặt này tương thích với miếng đệm và cung cấp con dấu chất lượng cao.
Bề mặt hoàn thiện có răng cưa, đồng tâm hoặc xoắn ốc, được yêu cầu với 30 đến 55 rãnh trên mỗi inch và kết quả là độ nhám từ 125 đến 500 micro inch. Điều này cho phép các nhà sản xuất mặt bích có nhiều loại hoàn thiện bề mặt khác nhau cho bề mặt tiếp xúc gioăng của mặt bích kim loại.
-
Hoàn thiện cổ - Stock Finish
-
Hình răng cưa xoắn ốc - Spiral Serrated
-
Có răng cưa đồng tâm - Concentric Serrated
-
Kết thúc mịn Lớp - Smooth Finish
Mặt bích thép có sẵn với bốn mặt hoàn thiện cơ bản, tuy nhiên, mục tiêu chung của bất kỳ loại mặt bích nào là tạo độ nhám mong muốn trên mặt bích để đảm bảo khớp mạnh giữa mặt bích, miếng đệm và mặt bích giao phối và do đó cung cấp một con dấu chất lượng cao.

Stock Finish
Kết thúc hoàn thiện là loại kết thúc phổ biến nhất vì nó phù hợp với phần lớn các ứng dụng. Áp lực nhúng mặt mềm của miếng đệm vào mặt bích và dẫn đến sự hình thành một con dấu tốt do ma sát tồn tại giữa các bộ phận tiếp xúc.
Khi các mặt bích giao phối được bắt vít với nhau, các miếng đệm có thể ép chặt vào mặt bích và tạo ra một con dấu rất chặt.
Một mặt hoàn thiện cổ được sản xuất bằng cách sử dụng rãnh xoắn ốc ngữ âm có công cụ mũi tròn bán kính 1.6mm với độ sâu 0,15mm và tốc độ nạp liệu là 0,8mm mỗi vòng. Giá trị kết quả của Ra (AARH) cho bề mặt nằm trong khoảng từ 125µinch to 500 µinch (125 µm to 12.5 µm).
Spiral Serrated
Kết thúc có răng cưa xoắn ốc là loại rãnh xoắn ốc theo ngữ âm khác với hoàn thiện cổ phiếu vì rãnh được chế tạo bằng công cụ 90 độ (thay vì mũi tròn) tạo ra hình học “V” với góc nghiêng 45 độ.
Một kết thúc có răng cưa đồng tâm hoặc xoắn ốc có từ 30 đến 55 rãnh trên mỗi inch và độ nhám trong khoảng từ 125 to 250 µinch
Concentric Serrated
Mặt bích có răng cưa đồng tâm có các rãnh đồng tâm thay vì xoắn ốc.
Các rãnh được chế tạo bằng cùng một công cụ 90 độ được sử dụng để hoàn thiện răng cưa xoắn ốc, nhưng các răng cưa có thiết kế đồng đều trên mặt của mặt bích. Để có các rãnh đồng tâm, công cụ có tốc độ nạp 0,039mm mỗi vòng và độ sâu 0,079mm.
Smooth Finish
Mặt bích với một kết thúc mịn không hiển thị dấu công cụ có thể nhìn thấy bằng mắt thường.
Loại hoàn thiện mặt bích này được sử dụng với các miếng đệm mặt kim loại như loại áo khoác.
Theo kết thúc chứng khoán, điều này đạt được bằng cách gia công bề mặt tiếp xúc với rãnh xoắn ốc liên tục được tạo ra bởi công cụ mũi tròn bán kính 0,8mm với tốc độ nạp 0,3mm trên mỗi vòng quay với độ sâu 0,05mm (tạo độ nhám giữa Ra 3,2 và 6,3 microinches tức là 125 - 250 microinches).
|
Pipe |
Flange Data |
Hub Data |
Raised Face |
Drilling Data |
Weight |
|||||||
|
NominalPipe Size
|
A |
B |
C |
D |
E |
F |
G |
H |
I |
J |
||
|
Outside Diameter |
Overall Diameter |
Inside Diameter |
FlangeThickness min |
Overall Length |
Diameter at Weld Bevel |
Hub Diameter |
Face Diameter |
Number of Holes |
Bolt Hole Diameter |
Diameter of Circle of Holes |
kg/piece |
|
|
in |
in |
in |
in |
in |
in |
in |
in |
in |
in |
|||
|
1/2 |
0.840 21.30 |
5.250 133.4 |
To be specified by purchaser |
1.190 |
2.880 73.15 |
0.840 21.30 |
1.690 42.90 |
1.380 35.00 |
4 |
0.880 22.40 |
3.500 88.90 |
3.12 |
|
3/4 |
1.050 26.70 |
5.500 139.7 |
1.250 |
3.120 79.25 |
1.050 26.70 |
2.000 50.80 |
1.690 42.90 |
4 |
0.880 22.40 |
3.750 95.30 |
3.70 |
|
|
1 |
1.315 33.40 |
6.250 158.8 |
1.380 |
3.500 88.90 |
1.320 33.50 |
2.250 57.15 |
2.000 50.80 |
4 |
1.000 25.40 |
4.250 108.0 |
5.24 |
|
|
11/4 |
1.660 42.20 |
7.250 184.2 |
1.500 |
3.750 95.30 |
1.660 42.20 |
2.880 73.15 |
2.500 63.50 |
4 |
1.120 28.40 |
5.120 130.0 |
7.74 |
|
|
11/2 |
1.900 48.30 |
8.000 203.2 |
1.750 |
4.380 111.3 |
1.900 48.30 |
3.120 79.25 |
2.880 73.15 |
4 |
1.250 31.75 |
5.750 146.1 |
10.9 |
|
|
2 |
2.375 60.30 |
9.250 235.0 |
2.000 |
5.000 127.0 |
2.380 60.45 |
3.750 95.30 |
3.620 91.90 |
8 |
1.120 28.40 |
6.750 171.5 |
16.2 |
|
|
21/2 |
2.875 73.00 |
10.50 266.7 |
2.250 |
5.620 142.7 |
2.880 73.15 |
4.500 114.3 |
4.120 104.6 |
8 |
1.250 31.75 |
7.750 196.9 |
23.7 |
|
|
3 |
3.500 88.90 |
12.00 304.8 |
2.620 |
6.620 168.1 |
3.500 88.90 |
5.250 133.4 |
5.000 127.0 |
8 |
1.380 35.10 |
9.000 228.6 |
36.2 |
|
|
4 |
4.500 114.3 |
14.00 355.6 |
3.000 |
7.500 190.5 |
4.500 114.3 |
6.500 165.1 |
6.190 157.2 |
8 |
1.620 41.10 |
10.75 273.1 |
55.3 |
|
|
5 |
5.563 141.3 |
16.50 419.1 |
3.620 |
9.000 228.6 |
5.560 141.2 |
8.000 203.2 |
7.310 185.7 |
8 |
1.880 47.80 |
12.75 323.9 |
92.5 |
|
|
6 |
6.625 168.3 |
19.00 482.6 |
4.250 |
10.75 273.1 |
6.630 168.4 |
9.250 235.0 |
8.500 215.9 |
8 |
2.120 53.80 |
14.50 368.3 |
143 |
|
|
8 |
8.625 219.1 |
21.75 552.5 |
5.000 |
12.50 317.5 |
8.630 219.2 |
12.00 304.8 |
10.62 269.7 |
12 |
2.120 53.80 |
17.25 438.2 |
215 |
|
|
10 |
10.75 |
26.50 673.1 |
6.500 |
16.50 419.1 |
10.75 273.0 |
14.75 374.7 |
12.75 323.8 |
12 |
2.620 66.55 |
21.25 539.8 |
406 |
|
|
12 |
12.75 323.8 |
30.00 762.0 |
7.250 |
18.25 463.6 |
12.75 323.8 |
17.38 441.5 |
15.00 381.0 |
12 |
2.880 73.15 |
24.38 619.3 |
572 |
|
Kiểm tra mặt bích
- Đường kính bên ngoài & bên trong của của mặt bích
- Vòng tròn bu lông & Đường kính lỗ bu lông
- Đường kính Hub & độ dày của mối hàn
- Chiều dài của Trung tâm mặt bích
- Độ thẳng và căn chỉnh của lỗ bu lông

Marking

Các thông tin sau đây sẽ được in lên thân của mặt bích:
Logo nhà sản xuất (Manufacturer logo)
Mã vật liệu (ASTM/BS/JIS/DIN material code)
Cấp độ vật liệu (Material Grade)
Mức dịch vụ – Service rating (Pressure-temperature Class))
Kích thước – Size
Độ dày – Thickness (Schedule)
Lô sản xuất – Heat No.
Special marking if any QT (Quenched and tempered) or W (Repair by welding)
+1000 vật tư
Sản phẩm chất lượng cao cấp, có nguồn gốc từ chất lượng phê duyệt các nhà máy, giá cả cạnh tranh. Bố trí giao hàng trong thời gian ngắn, giúp bạn giảm thời gian và tiết kiệm chi phí.
Tag bích thép




HỖ TRỢ ONLINE

LIÊN HỆ
FANPAGE
BÁO GIÁ - ĐẶT HÀNG







GPKD số: 0311546994 - ngày cấp: 17/02/2012 bởi Sở Kế hoạch và Đầu tư Thành phố Hồ Chí Minh
Đại diện: Vũ Văn Bình








